
ȚEVA SUDATĂ DE OȚEL CARBON ȚĂVĂ SUDATĂ DE OȚEL ERW ȚEVA SUDATĂ DE OȚEL SSAW ȚĂVĂ DE OȚEL SUDATĂ LSAW






Descriere
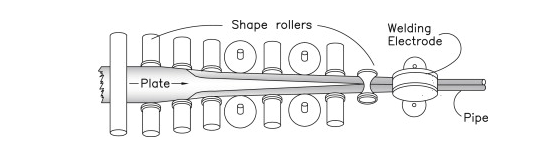
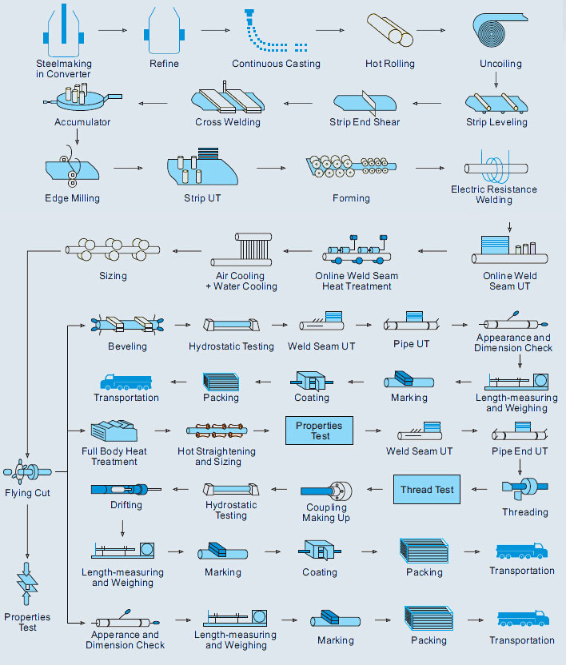
Conducta sudată cap la cap este formată prin introducerea unei plăci de oțel fierbinte prin forme care o vor rula într-o formă circulară goală.Strângerea forțată a celor două capete ale plăcii împreună va produce o îmbinare sau cusătură topită.Figura 2.2 prezintă placa de oțel pe măsură ce începe procesul de formare a țevii sudate cap la cap
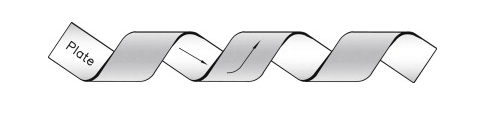
Cel mai puțin obișnuit dintre cele trei metode este țeava sudată în spirală.Țeava sudată în spirală este formată prin răsucirea benzilor de metal într-o formă de spirală, asemănătoare cu un stâlp de frizerie, apoi prin sudare acolo unde marginile se unesc între ele pentru a forma o cusătură.Acest tip de țeavă este limitat la sistemele de țevi care utilizează presiuni scăzute datorită pereților săi subțiri.Figura 2.3 prezintă țeava sudată în spirală așa cum apare înainte de sudare.
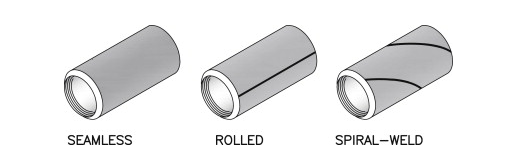
Fiecare dintre cele trei metode de producere a țevii are avantajele și dezavantajele sale.Conducta sudată cap la cap, de exemplu, este formată dintr-o placă laminată care are o grosime a peretelui mai uniformă și poate fi inspectată pentru defecte înainte de formare și sudare.Această metodă de fabricație este deosebit de utilă atunci când sunt necesari pereți subțiri și lungimi mari.Din cauza cusăturii sudate, totuși, există întotdeauna posibilitatea apariției unor defecte care scapă numeroaselor verificări de control al calității efectuate în timpul procesului de fabricație.
Drept urmare, Institutul Național American de Standarde (ANSI) a dezvoltat linii directoare stricte pentru fabricarea țevilor.Codul de conducte de presiune B31 a fost scris pentru a guverna fabricarea conductelor.În special, codul B31.1.0 atribuie un factor de rezistență de 85% pentru țevile laminate, 60% pentru țevile sudate în spirală și eficiența de 100% pentru țevile fără sudură.
În general, grosimi mai largi ale pereților sunt produse prin metoda fără sudură.Cu toate acestea, pentru numeroasele utilizări la presiune joasă ale țevii, metoda de sudare continuă este cea mai economică.Țeava fără sudură este produsă în lungimi aleatorii simple și duble.Lungimile aleatorii unice variază de la 16′-0″ la 20′-0″.Țevile de 2″ și mai jos se găsesc în lungimi aleatorii duble, de la 35′-0″ la 40′-0″.
Specificație
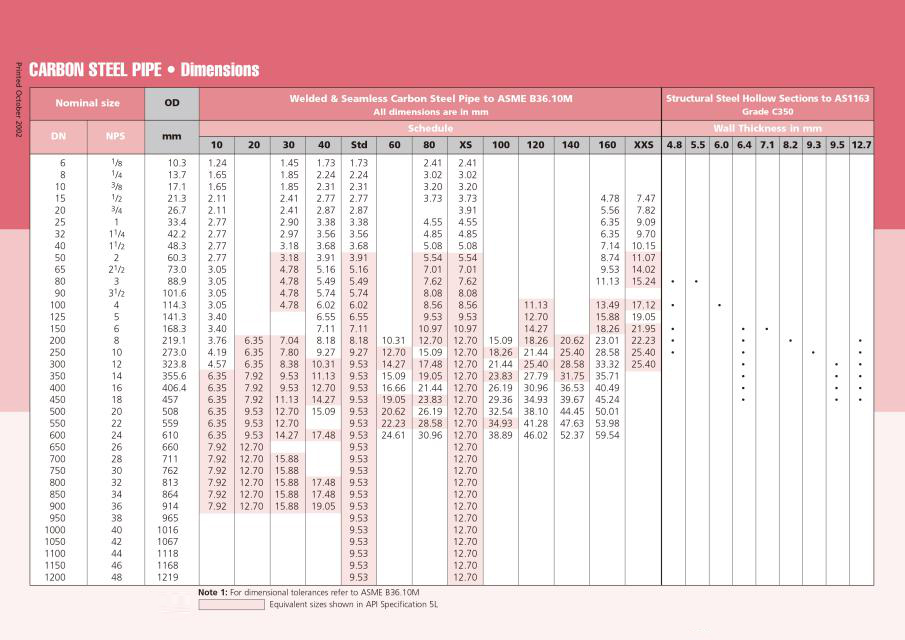
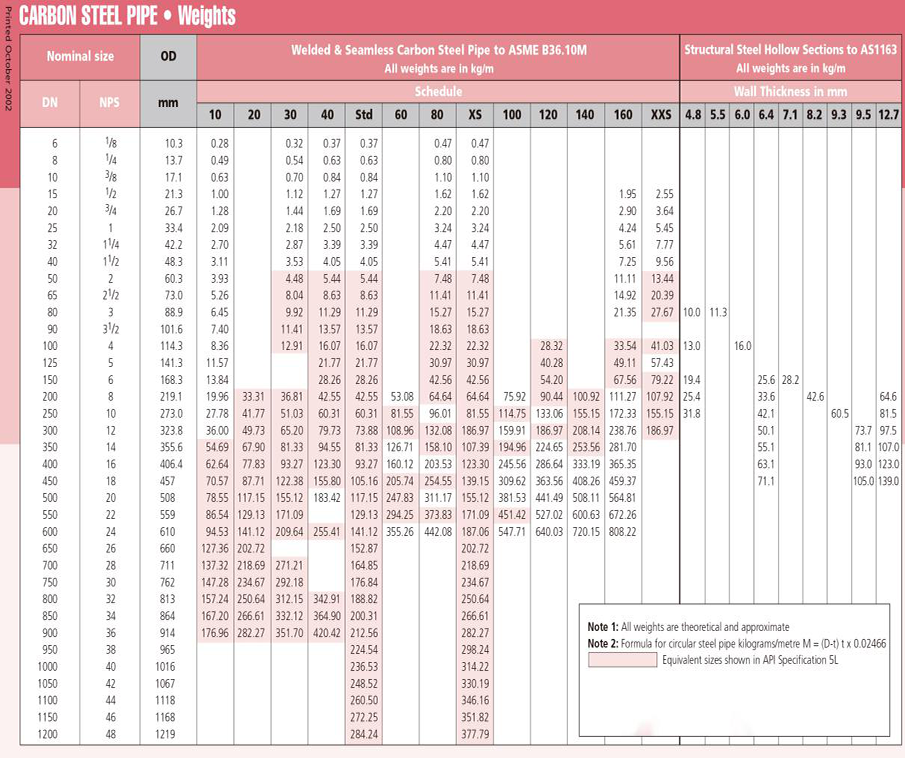
Dimensiunile și greutățile țevilor din oțel carbon sudate și fără sudură
| Tevi, fitinguri si flanse din carbon | |
| Formă | Sudat (ERW) și fără sudură |
| Aplicație | Fluid, Structural |
| Gama de dimensiuni | DN15 – DN600 |
| Note | 250, 350 |
| Grosimea peretelui | Std Wt, XS |
| Tip fitinguri | Sudura cap la cap, înșurubat și mufă, flanșe, fitinguri negre și galvanizate conform EN10241 (BS 1740) |
| Forma fitingurilor | Coturi, teuri, reductoare, capace, capete cioate, flanșe (ANSI, Tabel E, D și H) |
| Prelucrare | Tăiat la lungime, |
Standard
Fișă de specificații pentru țeavă dreaptă sudate
| Specificație (mm) | OD (diametru exterior) | grosimea peretelui | greutate |
| 1/2 inch | 21.25 | 2,75 | 1.26 |
| 3/4 inch | 26.75 | 2,75 | 1,63 |
| 1 inch | 33.3 | 3.25 | 2.42 |
| 11/4 inch | 42.25 | 3.25 | 3.13 |
| 11/2 inch | 48 | 3.5 | 3,84 |
| 2 inch | 60 | 3.5 | 4,88 |
| 21/2 inch | 75,5 | 3,75 | 6,64 |
| 3 inci | 88,5 | 4.0 | 8.34 |
| 4 inch | 114 | 4.0 | 10.85 |
| 5 inch | 140 | 4.5 | 15.04 |
| 6 inch | 165 | 4.5 | 17.81 |
| 8 inci | 219 | 6 | 31.52 |
Tabel de specificații al țevii sudate în spirală pliate
| specificație | grosimea peretelui | Greutatea pe metru | Valoarea standard națională a presiunii apei | Valoarea presiunii nominale a apei | specificație | grosimea peretelui | Greutatea pe metru | Valoarea standard națională a presiunii apei | Valoarea presiunii nominale a apei |
| 219 | 6 | 32.02 | 9.7 | 7.7 | 720 | 6 | 106.15 | 3 | 2.3 |
| 7 | 37.1 | 11.3 | 9 | 7 | 123,59 | 3.5 | 2.7 | ||
| 8 | 42.13 | 12.9 | 10.3 | 8 | 140,97 | 4 | 3.1 | ||
| 273 | 6 | 40.01 | 7.7 | 6.2 | 9 | 158,31 | 4.5 | 3.5 | |
| 7 | 46,42 | 9 | 7.2 | 10 | 175,6 | 5 | 3.9 | ||
| 8 | 52,78 | 10.3 | 8.3 | 12 | 210.02 | 6 | 4.7 | ||
| 325 | 6 | 47,7 | 6.5 | 5.2 | 820 | 7 | 140,85 | 3.1 | 2.4 |
| 7 | 55.4 | 7.6 | 6.1 | 8 | 160,7 | 3.5 | 2.7 | ||
| 8 | 63.04 | 8.7 | 6.9 | 9 | 180,5 | 4 | 3.1 | ||
| 377 | 6 | 55.4 | 5.7 | 4.5 | 10 | 200,26 | 4.4 | 3.4 | |
| 7 | 64,37 | 6.7 | 5.2 | 11 | 219,96 | 4.8 | 3.8 | ||
| 8 | 73.3 | 7.6 | 6 | 12 | 239,62 | 5.3 | 4.1 | ||
| 9 | 82.18 | 8.6 | 6.8 | 920 | 8 | 180,43 | 3.1 | 2.5 | |
| 10 | 91.01 | - | 7.5 | 9 | 202,7 | 3.5 | 2.8 | ||
| 426 | 6 | 62,25 | 5.1 | 4 | 10 | 224,92 | 3.9 | 3.1 | |
| 7 | 72,83 | 5.9 | 4.6 | 11 | 247,22 | 4.3 | 3.4 | ||
| 8 | 82,97 | 6.8 | 5.3 | 12 | 269,21 | 4.7 | 3.7 | ||
| 9 | 93.05 | 7.6 | 6 | 1020 | 8 | 200.16 | 2.8 | 2.2 | |
| 10 | 103.09 | 8.5 | 6.7 | 9 | 224,89 | 3.2 | 2.5 | ||
| 478 | 6 | 70,34 | 4.5 | 3.5 | 10 | 249,58 | 3.5 | 2.8 | |
| 7 | 81,81 | 5.3 | 4.1 | 11 | 274,22 | 3.9 | 3 | ||
| 8 | 93,23 | 6 | 4.7 | 12 | 298,81 | 4.2 | 3.3 | ||
| 9 | 104,6 | 6.8 | 5.3 | 1220 | 8 | 239,62 | - | 1.8 | |
| 10 | 115,92 | 7.5 | 5.9 | 10 | 298,9 | 3 | 2.3 | ||
| 529 | 6 | 77,89 | 4.1 | 3.2 | 11 | 328,47 | 3.2 | 2.5 | |
| 7 | 90,61 | 4.8 | 3.7 | 12 | 357,99 | 3.5 | 2.8 | ||
| 8 | 103.29 | 5.4 | 4.3 | 13 | 387,46 | 3.8 | 3 | ||
| 9 | 115,92 | 6.1 | 4.8 | 1420 | 10 | 348,23 | 2.8 | 2 | |
| 10 | 128,49 | 6.8 | 5.3 | 14 | 417,18 | 3.2 | 2.4 | ||
| 630 | 6 | 92,83 | 3.4 | 2.6 | 1620 | 12 | 476,37 | 2.9 | 2.1 |
| 7 | 108.05 | 4 | 3.1 | 14 | 554,99 | 3.2 | 2.4 | ||
| 8 | 123,22 | 4.6 | 3.6 | 1820 | 14 | 627,04 | 3.3 | 2.2 | |
| 9 | 138,33 | 5.1 | 4 | 2020 | 14 | 693,09 | - | 2 | |
| 10 | 153,4 | 5.7 | 4.5 | 2220 | 14 | 762,15 | - | 1.8 |
Vopsire și vopsire
Ușor uleiat, galvanizat la cald, Electrogalvanizat, negru, gol, acoperire cu lac/ulei antirugina,Acoperiri de protecție
Ambalare și încărcare

Produse asemanatoare
-

CUSUȚĂ DE ÎNALTĂ PRECIZIE TRASĂ LA RECE680 DIN17175 SEAML...
Introducere produs Aplicație: țeavă de fluid, țeavă de cazan, țeavă de foraj, țeavă hidraulică, țeavă de gaz, țeavă de ulei, țeavă de îngrășământ chimic, țeavă de structură aliaj sau nu: este aliaj, este aliaj. Diametrul exterior al țevii cu perete gros: 3 - 1200 mm Grosime: 0,5 mm-300 mm Standard: ASTM, GB, JS, DIN, AISI, ASTM, GB, JS, DIN, AISI Lungime: 12 M, 6 m, 6,4 M Certificat: API, ce , GS, grad ISO9001: A106B, A210C, A333, A335-P11, A335-T11, A106B, A210C, A333, A...
-

Teava din otel carbon Teava din otel fara sudura EN 10204...
Descriere Dimensiune OD 1/2" -24" (13,7mm-609,6mm) Grosime perete 1,6mm-28mmSCH20,SCH40,STD,XS,SCH80,SCH160,XXS Lungime 5,8M Lungime, 6M Lungime sau 12M Lungime sau conform cererii Material din oțel 20#,16Mn,St37,St52,St44 etc. Standard API 5L,ASTM A53,ASTM A106,GB/T 8163,GB/T 8162,DIN 17175,DIN 2448 etc. , gaz, ulei, conducte de conductă2) construcție3) gard, țeavă de ușă Capetele 1) Simplu2) Teșit3) T...
-

ASTM A53 oțel carbon țeavă fără sudură din oțel carbon...
Introducere ASTM A53 Grad B este materialul conform standardului american pentru țevi de oțel, API 5L Gr.B este, de asemenea, materialul standard american, A53 GR.B ERW se referă la țeava de oțel sudată cu rezistență electrică a A53 GR.B;API 5L GR.B Welded se referă la materialul țeavă de oțel sudată din API 5L GR.B.Țeava A53 vine în trei tipuri (F, E, S) și două clase (A, B).A53 Tip F este fabricat cu o sudură cap la cuptor sau poate avea o sudură continuă (numai gradul A) Tip A53...
-

Înveliș galvanizat la cald din oțel negru cu conținut scăzut de carbon...
Caracteristicile produsului Tubul pătrat fără sudură este un fel de bandă lungă de oțel cu secțiune goală și fără cusături în jurul lui.Este un tub pătrat format prin extrudarea unui tub fără sudură prin patru laturi ale matriței.Tubul pătrat are secțiune goală și este utilizat pe scară largă ca conductă pentru transportul fluidului.Este utilizat în principal în transportul de lichide, suport hidraulic, structură mecanică, presiune medie și joasă, conductă de cazan de înaltă presiune, conductă de schimb de căldură, gaz, petrol și alte industrii...
-

ȚEVA FĂRĂ SUDURSĂ PENTRU TRANSPORT LICHID ROTUND OȚEL...
Descriere Cold Drawn Fără sudură, așa cum este implicit, este realizată prin tragere la rece a unei țevi mamă fără sudură mai mare, care este în general fabricată printr-un proces HFS.În procesul Cold Drawn Seamless, țeava mamă este trasă printr-o matriță și conectată la rece fără nicio încălzire.Datorită instrumentului din exterior și din interior, suprafața și toleranțele sunt mai bune în Cold Drawn Seamless.Teava din otel fara sudura trasa la rece este folosita pentru structura mecanica, echipamentele hidraulice...
-

Tub de oțel fără sudură de precizie trasat la rece...
Specificații Produs Țeavă din oțel fără sudură trasă la rece Standard China GB/T8162/T8163 GB5310/6579/9948/YB235-70 SUA ASTMA53/A106/A178/A179/A192/A210/A213/A333/A333/A83/A333/A213/A333/A333/A333/A333/A333/A333/A333/A333/A333/A333/A333/A233 A500/A501/A519/A161/A334;API5L/5CT Japonia JISG3452/G3454/G3456/G3457/G3458/G3460/3461/3462/3464 Germană DIN 1626/1724/1624/1624/1624/1624/1624 80 Rusia GOST8732/ 8731/3183 Material și calitate China 10#,20#,35#,45#、20cr、40cr,16Mn(Q345A、B、C、D),2...